Unless you work in manufacturing or related industries, you may have never heard of Machine Vision (MV). This crucial technology allows a machine to observe an object through a camera to determine specific characteristics. For example, MV is used in manufacturing to determine whether a part is defective or not. More specifically, MV devices are used as part of the inspection system to determine whether a part conforms to specific quality guidelines during the manufacturing process. The MV system gives the piece a rating as either pass or fail.
MV plays an essential role in quality control as it determines what is sold to the end consumer. While manufacturing is one of the earliest implementations of MV, it has many different use cases adapted to specific industries. MV is also used for inventory, agriculture, and safety applications. This article will look at Machine Vision and other related technologies to understand how they work and where they are implemented.
1. What do you mean by machine vision?
Machine vision is a broad term that refers to seemingly unrelated systems used in different industries. But they are built around the same core principles. Automated vision systems and vision inspection systems are very similar terms to MV and are sometimes interchangeable. Broadly speaking, machine vision can involve any machine with cameras and/or sensors to interpret images into data. These are usually used in industrial settings to determine product quality. Machine vision systems help automate assembly lines and spot defects more reliably than a human worker, who can become tired.
2. What is the difference between computer vision and machine vision?
Compared to machine vision, computer vision is a more modern idea. It attempts to apply AI concepts of machine learning and understanding to machine vision. For example, autonomous vehicles use computer vision to map out and interpret real-world data. This mapping involves cameras, sensors such as LiDAR detectors, and neural network computers. The cameras detect objects such as road signs, while LiDAR maps out surrounding objects. The neural network quickly interprets large amounts of data to decide how the vehicle shall proceed and interact with unexpected outcomes.
Other applications of computer vision can include a smart camera used in a similar capacity to MV applications. A smart camera is capable of higher-level data interpretation than simple machine vision. Using Intel’s Movidius Chip, the FLIR Firefly camera combines machine vision and deep-learning on the camera itself. By implementing deep learning algorithms, Intel has created machine vision systems that use artificial intelligence to interpret data in new ways.
Beyond quality inspections, Intel has trained AI-enabled machine vision systems to help robots navigate environments, recognize human faces, and detect anomalies in medical imaging. Thanks to smart cameras, the capacity to improve manufacturing, agriculture, and other industries is only expanding. With these advanced capabilities, we’re entering an era where machines can do what humans are physically incapable of accomplishing.
Machine vision and RVI can improve inspections beyond what humans alone are capable of
3. How does a machine vision system work?
Since MV is used in so many different industries, its implementation can vary from a basic optical system to an advanced thermal camera. Older setups may include analog devices like cameras, while more modern equipment uses digital cameras. Distilling down the components to a universal list, the components of an MV system typically include:
A light source
A lens / optical system
A sensor and frame grabber
A vision processing system (software and hardware)
A communications system (Output)
On a basic level, a machine vision system captures an image using all of these components. A light source lights the object being inspected. A camera takes the image using the sensor and frame grabber (which captures an individual frame of the picture.) This image is sent to the video processing system, which can include software like image detection algorithms. Finally, the output is communicated to the user. In the most basic example, this is the pass/fail determination.
4. Related technologies used for inspections
Machine Vision is a widely utilized tool often used alongside other technologies. Remote video inspection (RVI) uses a camera to allow an inspector to access a site or an object remotely. Similar to MV, RVI is used in a wide variety of applications. RVI can be used to inspect inaccessible parts, unsafe or remote locations, or save fuel costs. ViiBE allows you to combine MV or RVI applications with video assistance.
MV is deployed in energy-related industries to help with equipment inspection. Despite the capabilities of MV for detecting defects, a human expert may be needed for more complex situations. ViiBE’s web app is used in the oil industry to conduct inspections on oil rigs remotely. Thanks to ViiBE’s technology, an expert can provide the same inspection quality without costing the time and money of an in-person visit.
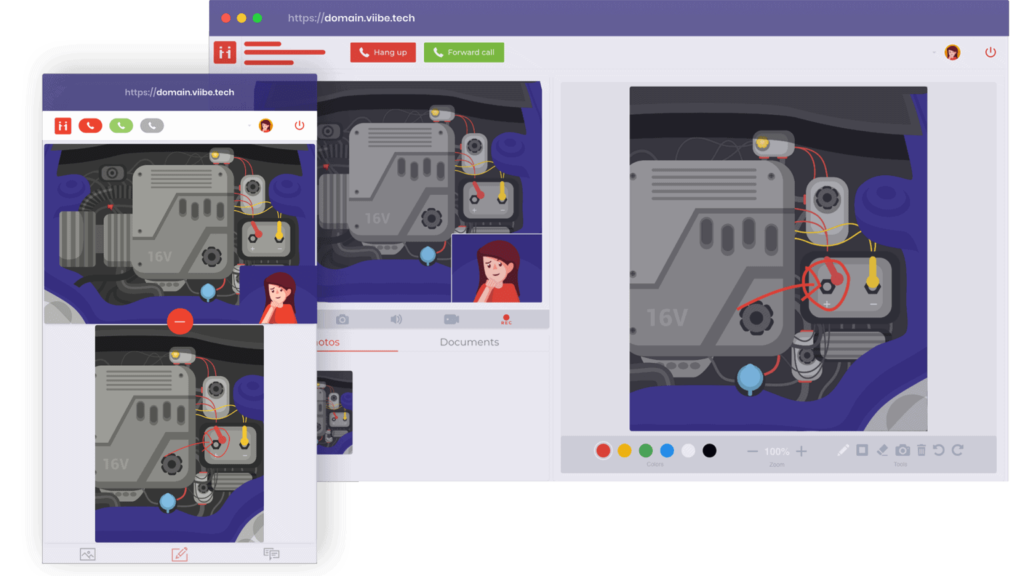
Convenient features make ViiBE’s download-free tool an excellent alternative to in-person inspections. Its customizable knowledge management base stores past call information, including shared documents, and can store the call’s video. Expertise call routing ensures you are put in touch with the right inspector in an instant without needing to spend time navigating directories.
ViiBE has been deployed in the field by Air France for aircraft maintenance and repair. Air France has reduced immobilization by 35% and has significantly improved FCr rates since using ViiBE. ViiBE also keeps track of call quality by instantly factoring responses to post-call surveys into key performance indicators like first call resolution. Its ticketing system can organize multiple calls to the same person under a single ticket, making it easier to keep track of follow-up calls.
Machine vision revolutionized the capability to detect quality defects in manufacturing. Over the years, technology has advanced as MV has branched out into different sectors. For remote inspections, RVI has appeared as another critical technology. New technologies like ViiBE have taken the concept of remote inspections further by making them accessible anywhere from any device with a camera and an internet connection. ViiBE empowers inspectors to conduct their job remotely without sacrificing quality. Inspectors can use a superimposed red dot to highlight specific components on the filmer’s screen. They can also share screenshots and documents before, during, or after a call, thanks to ViiBE’s flexible knowledge base. With technology like machine vision, RVI, and Augmented Reality continually pushing the envelope forward, who knows what will be possible in the future.